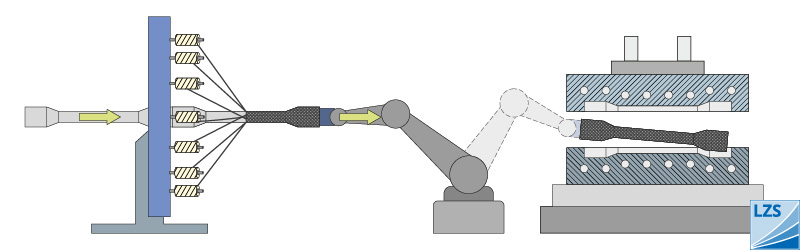
Flechten ist das effizienteste und variabelste derzeit bekannte Preformverfahren für faserverstärkte Hohlprofile. Nahezu beliebige Verstärkungsfasern, wie z.B. Kohlenstofffasern, Glasfasern oder imprägnierte Tapes werden mit sehr hoher Geschwindigkeit auf konturangepassten Flechtkernen abgelegt und können beinahe ohne Verschnitt, etwa im RTM-Verfahren, mit dem Matrixmaterial infiltriert werden. Die Faserrichtung kann dabei entlang der Bauteilachse sehr stark variiert und so an die spezifischen Beanspruchungsrichtungen des zu fertigenden Bauteils angepasst werden. Mit dem Flechtverfahren können Hohlstrukturen mit höchstem Leichtbaugrad wirtschaftlich hergestellt werden.
Unser Leistungsspektrum
- Fertigungsbezogene Konzeptanalyse
- Entwicklung faserverbundangepasster Lasteinleitungssysteme
- Fertigungsbezogene FE-Simulation, u. a. Einheitszellensimulation von Flechtlaminaten zur werkstoffmechanischen Strukturbewertung
- Beratung bei der Gestaltung eines Serienflechtprozesses
- Umsetzung von festigkeitsoptimierten Flechtmustern
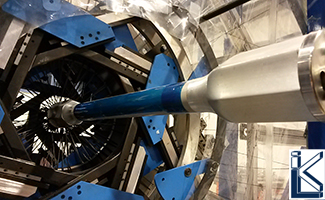
- Fertigung komplexer Strukturbauteile
- Fertigung dickwandiger Komponenten
- Entwicklung bauteilspezifischer Flechtkernkonzepte
- Integration von Sensorik-, Spann- und Funktionselementen
- Kleinserienfertigung
- Technologietransfer / Industrialisierung
Unsere Ausstattung (In Zusammenarbeit mit dem Institut für Leichtbau und Kunststofftechnik (ILK) der TU Dresden)
- Vakuumpumpen
- Drucktöpfe
- Zuschnitttisch zur Konfektionierung von Verstärkungstextilen und Vakuummaterialien
Antriebswellen mit integrierten Lasteinleitungselementen
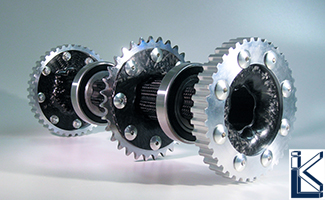

Bei Antriebswellen werden folgende Vorteile des Flechtens genutzt:
- Belastungsgerechte Faserwinkelgestaltung des Lasteinleitungs- und freien Wellenbereiches
- Voll automatisierbare Fertigung (Flecht-Infiltrations-Verfahren)
- Schnelle Fertigung selbst bei dickwandigen Strukturen
- Herstellung von Hinterschnitten zur formschlüssigen Kraftübertragung
Technologieentwicklung
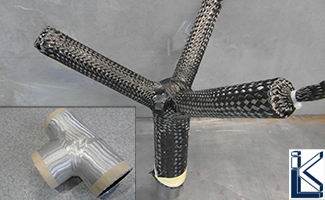
Der Variabilität des Flechtprozesses sind kaum Grenzen gesetzt. Durch Eigenentwicklungen wie dem variablen Flechtauge (rechts) kann die Bauteilkomplexität – bis hin zu Knotenelementen – weiter gesteigert werden.